ОБЩИЙ РАЗДЕЛ
Выбор и обоснование технологических баз
Разбивка операций на технологические переходы и рабочие ходы
Определяем мощность, затрачиваемую на резание
При записи содержания операции допускается полная или сокращённая форма записи
Информацию, не вошедшую в приложения, допускается устанавливать в отраслевых стандартах
Расчёт себестоимости получения заготовки методом штамповки
Навигация
ОБЩИЙ РАЗДЕЛ
Технология машиностроения и техническое нормирование
56497
знаков
14
таблиц
0
изображений
1. ОБЩИЙ РАЗДЕЛ.
1.1Описание конструкции и служебное назначение детали.
В описании детали даётся обоснование точности размеров, форм и расположения поверхностей детали. Указывается химический состав и механические свойства материала. Сведения о служебном назначении детали студент поручает на производстве, откуда заимствован чертёж детали.
После описания приводят таблицу с указанием химического состава и механических свойств материала детали.
1.2 Технологический контроль чертежа детали и анализ детали на технологичность.
При анализе чертежа необходимо:
- внимательно прочитать чертёж;
- выявить достаточность для чтения чертежа изображённых видов проекций;
- нечётко изображённые элементы исправить, уточнить;
- выявить достаточность для чтения и понимания чертежа разрезов и сечений;
- проверить правильность нанесения и достаточность исполнительных размеров;
- проверить правильность указанных на чертеже допусков по ЕСДП СГ СЭВ 144-75, при обнаружении несоответствия их нужно исправить;
- проверить соответствие изображения всех элементов детали требованиям ЕСКД;
- проверить правильность указанных на чертеже шероховатости по ЕСКД.
Анализ технологичности обеспечивает улучшение технико-экономических показателей разрабатываемого техпроцесса.
Анализ технологичности проводят в следующей последовательности:
1.2.1. Проанализировать возможность упрощения конструкции детали.
1.2.2. Установить возможность применения высокопроизводительных способов обработки.
1.2.3. Определить целесообразность назначения протяжённости и размеров обрабатываемых поверхностей, труднодоступные для обработки места.
1.2.4. Определить технологическую увязку размеров, оговоренных допусками с шероховатостью.
1.2.5. Увязать указанные на чертежах отклонения размеров, шероховатость, отклонения по геометрической форме и взаимному расположению поверхностей с геометрическими погрешностями станков.
1.2.6. Определить возможность измерения заданных размеров.
1.2.7. Определить поверхности, используемые при назначении баз.
1.2.8. Определить необходимость дополнительных технологических операций.
1.2.9. Проанализировать возможность выбора рационального метода получения заготовки.
1.2.10. Предусмотреть в конструкциях деталей, подвергающихся термической обработке, конструктивные элементы, уменьшающие коробление и определить, правильно ли выбраны материалы с учётом термической обработки.
С целью упрощения анализа технологически возможно использовать рекомендации 2, 3.
2. ТЕХНОЛОГИЧЕСКИЙ РАЗДЕЛ
2.1. Определение типа производства
Согласно ГОСТа 3.1108-74 тип производства определяется коэффициентом закрепления операции: ![]() ,где
,где
0 - число различных операций;
Р - число рабочих мест.
В массовом и крупносерийном производстве:
![]() ;
;
в среднесерийном10 ![]() Кзо < 20;
Кзо < 20;
в мелкосерийном20 ![]() Кзо < 40.
Кзо < 40.
Тип производства влияет на выбор оборудования, приспособлений, режущего и измерительного инструментов. В массовом производстве, где оборудование полностью загружено изготовлением однотипных деталей и Кзо = 1, используются автоматические линии и станки, специальные приспособления, измерительные и режущие инструменты.
В крупносерийном производстве должны преобладать полуавтоматические и автоматические станки и приспособления.
В среднесерийном производстве и мелкосерийном производстве преобладают универсальные станки, оснащённые специализированными приспособлениями. Используются также специализированные станки, станки с ЧПУ и промышленные роботы.
Выполняя этот пункт пояснительной записки, студент должен указать значение Кзо и дать характеристику используемого оборудования и оснастки, указывая конкретно, на каких операциях используются станки с ЧПУ, приспособления с механизированным приводом, промышленные роботы, современные режущие инструменты.
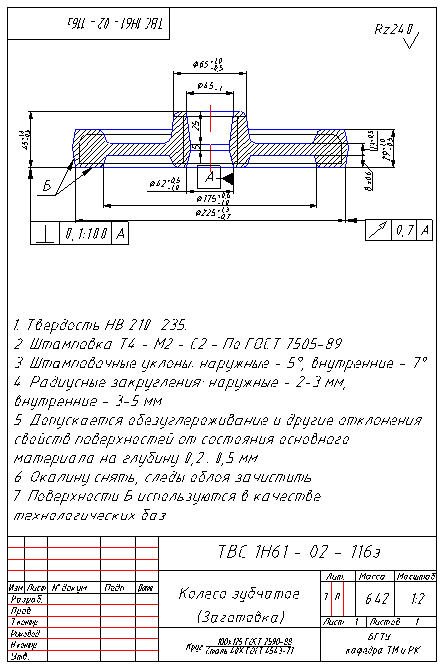
2.2. Выбор вида и метода получения заготовки. Экономические обоснования выбора заготовки
Выбор метода получения заготовки производится путём сравнения различных показателей, главными из которых являются себестоимость заготовок, полученных различными методами (не менее 2) и коэффициент использования материала.
![]()
,где
Ким - коэффициент использования материала;
ДД - масса готовой детали, кг;
Д3 - масса заготовки, кг.
Подробно методика выбора метода получения заготовки, определение припусков, размеров, массы, себестоимости заготовки приводится в методических указаниях [7] и [3]. В приложении 4 приводятся формулы и таблицы для определения себестоимости заготовок.
Похожие работы




... и допусков проставляют на операционных эскизах обработки. При выполнении размерного анализа студенты пользуются знаниями, полученными при изучении курсов "Основы взаимозаменяемости, стандартизации и технических измерений", " Основы технологии машиностроения", и указаниями [2, с. 550-633; 7, c. 10l-113; 8, с. 126-142; 9, с. 49-55; 16; 23, с. 127-141 и др.] П р и м е р 9. Расстояние между торцом ...


... проектировании. В курсовом проекте необходимо совершенствовать технологический процесс механической обработки детали 245.2303018 Коробка дифференциала с программой выпуска 10000 штук в год. 2. Технологический раздел. 2.1.Определение типа производства В машиностроении в зависимости от программы выпуска изделий и характера изготовляемой продукции различают три основных типа производства ...
... ,1´0,35=58,14 н. час. Трудоемкость работ по сборке и сварке ТСВ. КСБОРКА+СВАРКА=166,1´0,65=107,96 н. час. 3.2 Трудоемкость механосборочных работ Определить общую трудоемкость выполнения работ при изготовлении деталей машины, укрупненно определить потребность в станочном оборудовании и численность работников для выполнения указанных работ в течение одного месяца (рабочий ...
... на отдых рабочего берут в процентах от оперативного времени. В этом случае формула принимает вид Тшт=(Т0+Тв)*(1+) Тшт = (То + Тв)*(1+) где а - число процентов от оперативного времени на техническое обслуживание рабочего места; колеблется в пределах 1,0 - 3,5 %, β - число процентов от оперативного времени на организационное обслуживание рабочего места; колеблется в пределах 1,0 - 3 % ...
0 комментариев