Характеристика исходного сырья, химикатов и одежды машин
Удельные расходные нормы сырья, химикатов, вспомогательных материалов и энергоресурсов
Технологическая схема производства и описание технологического процесса
Отлив волокнистого ковра
Закалка плит
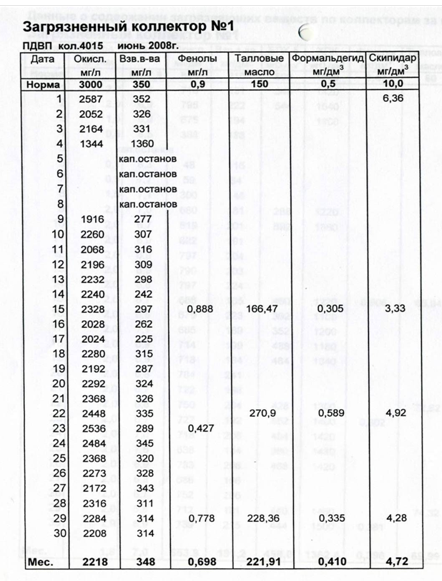
Сточные воды
Отходы при раскрое плит
Физико-химическая и санитарно-гигиеническая характеристика вредных веществ, применяемых в производстве
План по выполнению природоохранных мероприятий на ПДВП в мае 2008 г
Мероприятия по снижению загрязненности сточных вод по производству ДВП
Сеточный транспортер для очистки отжимных вод в дефибраторном отделении
Навигация
Закалка плит
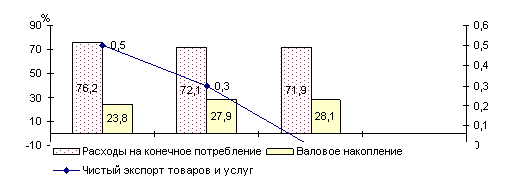
Эколого-экономический анализ деятельности предприятия по производству древесноволокнистых плит
41743
знака
17
таблиц
0
изображений
5.6 Закалка плит
Плиты, загруженные в 100-полочную этажерку, подаются в камеры закаливания посредством механизированного передвижного устройства. Двери камеры закрываются, включается вентилятор для циркуляции воздуха и пускается в калорифер горячая вода с температурой 190-210 ПС. Время выдержки при рабочей температуре 150-155 °С - 2 часа.
В камерах плиты подвергаются обработке струей горячего воздуха. В результате закалки увеличивается механическая прочность плит, уменьшается водопоглащение, уменьшается набухание, плиты приобретают более ровный цвет, улучшается способность плит подвергаться дальнейшей обработке режущим инструментом.
По истечении времени закалки, этажерки с плитами выкатываются из камеры. В течение 20 минут плиты охлаждаются до температуры 60-80 ПС.
Термическая обработка плит, в камерах закаливания, сопряжена с опасностью возникновения пожара, так как при этом из древесины выделяются смолистые вещества, которые осаждаются на внутренней части закалочных камер, на конструкциях 100-полочных этажерок, в водном коллекторе и в смеси с отложениями древесной пыли способны к самовозгоранию.
Использование этажерок с погнутыми, соприкасающимися струнами, грязных этажерок и засоренных обломками плит, плиты с недопрессованной бахромистой кромкой приводят к нарушению нормальной циркуляции воздуха, к местному перегреву и самовозгоранию с последующим горением как в камере закаливания так и в выводном коллекторе. Возможность самовозгорания увеличивается при увеличении температуры закалки.
Для предотвращения самовозгорания, при проведении ПНР, камеры закаливания моются раствором натра едкого технического с массовой долей 5- 7 %.
Камеры пропаривают паром в течение 30 мин. Затем в камеру закатывается установка для мойки камер. Через форсунки, стены камер обливаются раствором натра едкого технического и снова пропариваются в течение 20 минут. Затем камеры промывают холодной водой в течение 20 минут. При необходимости чистятся металлическими скребками.
5.7 Раскрой древесноволокнистых плит
После термообработки, этажерки с плитами подаются на участок раскроя плит. При помощи разгрузочного устройства плиты поступают на роликовый конвейер форматно-обрезного станка, который осуществляет продольное и поперечное резание плит на заданные размеры.
На участке раскроя предусмотрена установка для раскроя плит на меньшие размеры (малый формат) по согласованию с потребителем. После форматной резки, плиты сортируют, укладывают на специальные поддоны в пачки и с помощью электропогрузчика увозят на склад готовой продукции.
Полученная при резке плит кромка (отходы продольной обрезки) от форматно-обрезного станка, через циклон поступает в бак отходов, где разбавляется водой, разбивается мешалкой, а затем, в виде массы, насосом перекачивается для повторного использования в производство.
5.8 Паро- и водоснабжение производства древесноволокнистых плит
Для приема пара на ПДВП и распределения его по технологическим цепочкам производства служит теплопункт. В теплопункте находится редуцирующая охлаждающая установка (РОУ), которая служит для снижения давления и охлаждения пара Р40 -Производство ДВП получает:
- Пар Р40 от ТЭС давлением 3,0-3,5 МПа (30-35 кгс/см ) и температурой 300-380 С.
- Пар Р8 от Иркутской ТЭЦ- 6 давлением 0,8-1,2 МПа (8-12 кгс/см) и температурой 175 -190 °С.
- Хозпитьевую воду давлением 0,4-0,5 МПа (4-5 кгс/см2)
- Мехочищенную воду давлением 0,4-0,5 МПа (4-5 кгс/см2) воду от ВОС
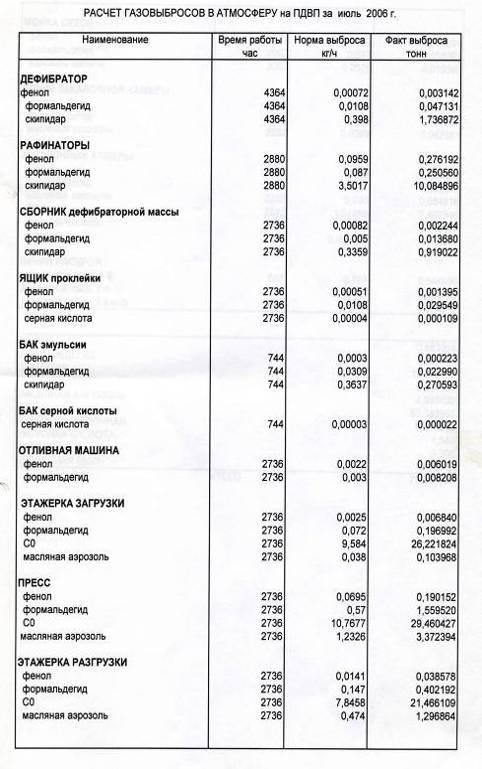
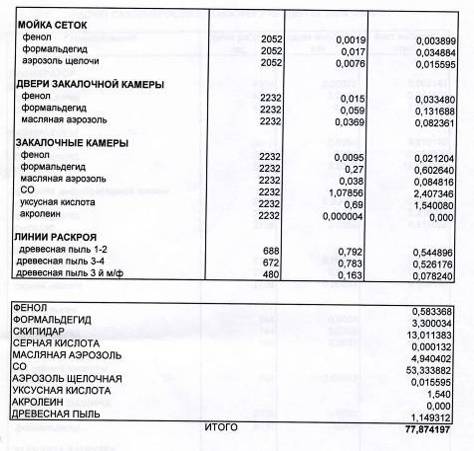
6. Отходы производства, сточные воды и выбросы в атмосферу
Производство ДВП осуществляется мокрым способом и включает в себя 4 технологических потока, мощностью по 10 млн.м в год каждый (по проекту). В настоящее время в работе находится 3 технологических потока. В состав производства ДВП входят:
- участок производства массы;
- участок производства и обработки плит.
6.1 Твердые отходы производства
6.1.1 Образование отходов
На участке производства массы осуществляются следующие технологические операции:
- гидромойка щепы;
- пропарка и размол щепы на дефибраторах;
- дополнительный размол на рафинаторах.
В процессе производства массы образуются безвозвратные отходы:
- при мойке щепы;
- в процессе дефибрирования (растворенные органические вещества). Процесс изготовления плит на участке производства и обработки плит состоит
из следующих технологических операций:
- обезвоживания и формирования плит на отливных машинах;
- горячего прессования и сушки;
- форматной резки плит.
На участке производства и обработки плит образуются отходы: возвращаемые в производство, предлагаемые к использованию и безвозвратные потери. Отходы, возвращаемые в производство, образуются:
- при формировании мокрого ковра;
- при продольной резке древесноволокнистых плит.
Безвозвратные потери образуются:
- при формировании мокрого ковра;
- при прессовании;
- при промывке емкостей;
Отходы, предлагаемые к использованию, образуются при поперечной резки готовых плит, которые идут на сжигание на ТЭС и для нужд населения.
Так же в процессе деятельности производства ДВП образуются производственные отходы: отработанное масло, металлолом, промышленный мусор, ртутьсодержащие лампы, отработанные аккумуляторы, отработанные шины.
При работе технологического оборудования производства ДВП используется масло индустриальное. Замена масла происходит при плановых ремонтах оборудования. Отработанные масла собираются в бочки и размещаются в складах ГСМ участка производства массы и участка производства плит.
По мере накопления отработанные масла вывозятся автотранспортом на участок ГСМ ДМТС
Металлолом образуется при ремонте и замене технологического оборудования (металлоконструкций, бункеров, корпусов редукторов, насосов, арматуры, трубопроводов), а также как отходы при изготовлении деталей на металлорежущих станках (стружка стальная, стружка бронзовая).
Лом цветных металлов состоит из изношенных частей подшипников качения, сепараторов. Лом латуни образуется из отработанной одежды машин (сетка латунная). Складирование металлолома происходит на специально отведенных площадках отделения производства массы и плит, а затем вывозится на базу оборудования ДМТС.
Промышленный мусор образуется при чистке оборудования во время ремонтов и эксплуатации оборудования, в результате уборок производственных помещений, территории цеха и территории вокруг него, чистке кровель.
В состав промышленного мусора входят отходы, образующиеся при чистке оборудования: ветошь, мелкий камень, бумага, упаковка, строительный мусор (бетон, кирпич, доски). Мусор собирается в контейнеры, установленные в цехе и вывозится автотранспортом на шламонакопитель №1.
Отработанные аккумуляторы и отработанные шины образуются как отходы от работы электропогрузчиков и дизельного погрузчика. Отработанные аккумуляторы хранятся в ремонтной зоне склада готовой продукции, затем вывозятся автотранспортом и передаются на предприятие, имеющее лицензию для их переработки.
Отработанные ртутьсодержащие лампы собираются и временно хранятся в складских помещениях, с дальнейшей передачей на утилизацию на предприятие, имеющее лицензию для их переработки.
Твердые отходы, образующиеся в ходе работы ПДВП в удельном выражении на 1000 м, приведены в таблице 6.1.
Таблица 6.1
| Наименование отхода | Норма, кг |
| 1 | 2 |
| Отработанное индустриальное масло, гидравлическое масло | 0,111 |
| Отработанные ртутьсодержащие лампы | 0,0205 |
| Мусор промышленный | 4,0 |
| Отходы ДВП | 57,303 |
| Пыль, опилки при раскрое ДВП | 34,860 |
| Лом черных металлов | 3,271 |
| Лом цветных металлов | 0,143 |
| Лом латуни | 0,033 |
| Стружка черных металлов | 0,200 |
| Стружка цветных металлов | 0,007 |
| Отходы от мойки щепы | 31,123 |
| Отходы от термообработки | 12,470 |
| Отработанные аккумуляторы | 0,169 |
| Шины с тканевым кордом | 0,011 |
Похожие работы


... через циклон поступает в бак отходов, где разбавляется водой, разбивается мешалкой, а затем, в виде массы, насосом перекачивается для повторного использования в производство. 5.8 Паро- и водоснабжение производства древесноволокнистых плит Для приема пара на ПДВП и распределения его по технологическим цепочкам производства служит теплопункт. В теплопункте находится редуцирующая охлаждающая ...



... от 20 августа 1998 г. №1321. Основные направления утверждены постановлением Совета Министров Республики Беларусь от 3 апреля 2000 г. №445. Цели и задачи социально-экономического развития Республики Беларусь на среднесрочную перспективу Важнейшей целью пятилетия 2006-2010 гг. является достижение устойчивого экономического роста и на этой основе обеспечение основных параметров оздоровления ...
... 61623; подготовка рекомендаций по совершенствованию деятельности предприятия в области обеспечения рационального использования природных ресурсов, охраны окружающей среды и экобезопасности. Глава 3. Эффективность экологического предпринимательства на Сокольском ЦБК 3.1 Краткая история Сокольского ЦБК и города Сокола Рассмотрение истории Сокольского ЦБК и города Сокола важно для понимания ...
... ядра в кедровом орехе по Иркутской области за 1956 г. показали [4], количественное содержания жира в районах Слюдянского лесхоза: - Б.Глубокая – 69,94% - Урочище Грязный ключ – 68,0% - Урочище Дабан – 60,0% - Маритуйское лесничество, Половинская лесная дача – 58,08%. 3.2 Способы повышения эффективной деятельности лесхоза Как уже упоминалось, по Иркутской области, биологический урожай ...
0 комментариев