Навигация
Сырье для производства керамических изделий
18027
знаков
2
таблицы
4
изображения
2.2 Сырье для производства керамических изделий
Служат глины – осадочные горные породы, состоящие в основном из минералов – водных алюмосиликатов различного состава (каолинит Al2O3·2SiO2·2H2O, монтмориллонит Al2O3·4SiO2·nH2O и др.). Размер частиц глины не превышает 0,005мм; преобладающая форма частиц – пластинчатая. Благодаря своей гидрофильности и огромной площади поверхности глинистые частицы активно поглощают и удерживают воду. В глине содержатся пыль (0,005…0,16 мм) и песок (0,16…5 мм). Они состоят из кварца, карбонатов кальция и магния и других минералов. Эти компоненты глин также влияют на ее технологические свойства и качество готовых изделий.
Глины, как сырьё для керамики, оценивают комплексом свойств: пластичностью, связующей способностью, отношением к сушке и к действию высоких температур.
Пластичность – способность глиняного теста деформироваться под действием внешних механических нагрузок без нарушения сплошности и сохранять полученную форму после прекращения воздействий.
Пластичность оценивается количеством воды, необходимой для получения из глины удобоформуемой массы. Высокопластичные глины имеют высокую водопотребность и, как следствие, большую усадку при сушке:
| Глина | Водопотребность, % | Усадка, % |
| Высокопластичная Средней пластичности Малопластичная | >28 20…28 <20 | 10…15 7…10 5…7 |
Спекаемость – способность глины при обжиге переходить в камневидное состояние, в котором она совершенно не размокает в воде.
Глина спекается при 900…1200?С.. При этом в глине протекают химические и физико-химические процессы, приводящие к полному и необратимому изменению ее структуры:
· удаление химически связанной воды (500…600?С);
· разложение обезвоженной глины на оксиды Al2O3 и SiO2 (800…900?С);
· образование новых водостойких и тугоплавких минералов: силлиманита Al2O3·SiO2 и муллита 3Al2O3 ·2SiO2 (1000…1200?С);
· образование некоторого количества расплава из легкоплавких минералов глины (900…1200?С).
Образование прочного черепка происходит за счет эффекта склеивания твердых частиц глины образовавшимся расплавом. Происходит уменьшение объема материала, называемое огневой усадкой, которая составляет 2…6% в зависимости от вида глин. Полной усадкой называют сумму воздушной и огневой усадки; она обычно находится в пределах 6…8%. Ее учитывают при формовании сырцовых заготовок для получения изделий с заданными размерами.
Огнеупорность – свойство материалов, выдерживать действие высоких температур без деформаций. Различные глины требуют определенных температур обжига и соответственно изделия из них имеют различную огнеупорность. По этому признаку глины делят на легкоплавкие, тугоплавкие и огнеупорные. Легкоплавкие глины, плавятся при температуре ниже 1350?С. Из таких глин, изготовляют кирпич, стеновые камни и черепицу.
Тугоплавкие глины, содержащие незначительное количество примесей, плавятся при температуре 1350…1580?С.. Применяют их для изготовления облицовочных керамических изделий, лицевого кирпича, канализационных труб. Огнеупорные глины плавятся при температуре выше 1580?С. Их используют для производства огнеупорных материалов.
Отощающие материалы вводят для снижения пластичности и уменьшения воздушной и огневой усадки глин, а также для улучшения сушильных свойств глин. Порообразующие выгорающие добавки вводят в смесь для снижения плотности и теплопроводности керамических изделий.
Пластифицирующие добавки – высокопластичные глины, а также поверхностно-активные вещества – пластификаторы СДБ, ЛСТ и др.
Плавни добавляют в глины в тех случаях, когда желательно понизить температуру ее спекания. В этом качестве используют полевые шпаты, железную руду, тальк и т. п.
Глазури и ангобы – отделочные слои на облицовочных керамических изделиях. Глазури – стеклообразные лицевые покрытия различного цвета, прозрачные или глухие. Их получают нанесением на поверхность готовых изделий порошка из стекольной шихты и закреплением обжигом до плавления. Ангобы – лицевые покрытия, выполненные из цветных глин, нанесенных на поверхность сырцовых изделий. В отличие от глазури ангоб не дает при обжиге расплава, а образует матовое покрытие. Одна из главных проблем при глазуровании и ангобировании – обеспечение максимальной близости свойств (главным образом, коэффициент линейного температурного расширения) изделия и отделочного слоя во избежание растрескивания и отслоения.
2.3 Керамические изделия
Производятся в принципе по однотипной схеме, включающей в себя следующие переделы: добычу сырьевых материалов, подготовку сырьевой массы, формование изделий, сушку и обжиг.
Для получения изделий с различной структурой черепка и конфигурацией изделий, применяют разные методы формования: литье, пластическое формование, полусухое и сухое прессование.
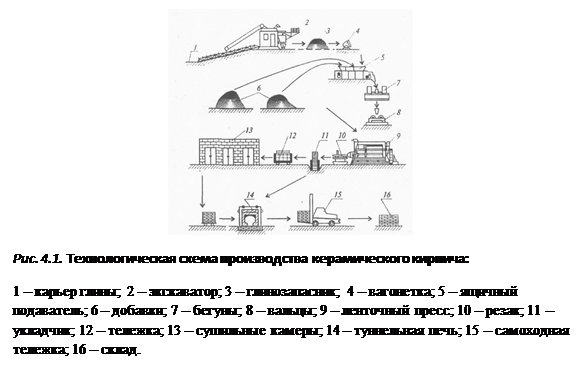
Производство кирпича методом пластического формования ведется на хорошо обработанной пластичной массе с влажностью 15…25% из легкоплавких глин средней пластичности (рис.4.1).
Глину увлажняют паром и интенсивно обрабатывают на бегунах, дезинтеграторах и валках до получения пластичной удобоформуемой массы без крупных каменистых включений. Качество массы и будущих изделий зависит от тщательной переработки сырьевых компонентов. Формование кирпича-сырца производят на ленточном прессе.
Сушка – важный и сложный этап производства кирпича. Главная трудность сушки массивного кирпича-сырца в том, что в глине перенос влаги затруднен и поэтому быстрое высыхание глины с поверхности приводит не к ускорению сушки, а к растрескиванию кирпича-сырца. Это происходит из-за того, что поверхностный слой дает усадку при высыхании (до 7...10%), а влажное ядро препятствует ей. Простейший способ предохранить кирпич от растрескивания – сушить его медленно, так, чтобы скорость испарения воды не превышала скорости ее миграции из внутренних слоев. Но этот путь снижает темпы производства. Сушку можно ускорить, вводя в сырьевую смесь вещества, облегчающие миграцию влаги к поверхности или путем формования в кирпиче сквозных отверстий. Улучшение условий сушки пустотелого кирпича – залог более высокого качества материала. При влажности кирпича-сырца 6...8% его можно подавать на обжиг.
Продолжительность обжига изделий составляет 2 – 3 суток. Сокращая продолжительность обжига, можно достичь значительной экономии топлива.
Для обжига применяют кольцевые туннельные и щелевые печи. Температура обжига обычно находится в пределах 950... 1100° С.
К специальным видам керамических изделий относят санитарно-техническую керамику (унитазы, раковины, трубы) изготавливаемую из фарфора и фаянса, канализационные и дренажные трубы, дорожный кирпич, огнеупорные материалы которые освещены в дополнительной литературе.
Производственные дефекты. Из-за обжига получается недожженный кирпич (недожог) алого цвета, который не применяют из-за низкой прочности, водо- и морозостойкости. При слишком высокой температуре обжига получается пережженный фиолетово-бурый кирпич (пережог – «железняк») повышенной плотностью, с оплавленной поверхностью и искаженной формой. Керамические кирпичи и камни применяют в конструкциях жилых и промышленных зданий.
Похожие работы

... получают путём пропитки кровельного картона каменноугольными или сланцевыми дегтёвыми материалами и последующей посыпки его одной или двух сторон минеральным порошком. Используют его при устройстве кровель. ЛЕКЦИЯ №13 Древесные строительные материалы и изделия. Общие сведения. Благодаря хорошим строительным свойствам древесина давно нашла широкое применение в строительстве. Она имеет ...

... Их вводят в древесину в виде водных растворов путем пропитки или краскопультом. 3. Полимеразационные смолы. Применение их для изготовления строительных материалов Полимеризационные смолы получают реакцией полимеризации. Побочных продуктов при этом не образуется. К ним относятся полиэтилен, полипропилен, поливинилхлорид, полиизобутилен, полистирол, поливинлацетат, полиакрилаты, ...


... 4,5. Через краны - бпаста и вода попадают в перемешивающее устройство - 7. По окончании времени перемешивании смесь веществ с помощью крана - 8 попадает в пропиточную ванну - 9, в которую по ленточному конвейеру - 10 поступает древесина из термообрабатывающей печи - 11. После пропитки древесины в течении 30 минут образцы по ленточному конвейеру поступают в печь для последующей сушки. После этого ...
... – весьма энергоёмкие процессы, а потому американские инженеры разработали более экологичную технологию производства керамики: она не только требует меньше энергии, но и использует в качестве исходного материала возобновляемое сырьё – древесину. Мритианджей Сингх (Mrityunjay Singh), научный сотрудник отдела НАСА по разработке новых керамических материалов в Кливленде, штат Огайо, говорит: – Мы ...
0 комментариев